想要量具R&R - 测量系统分析(MSA)?
QI Macros 你做到了,即使你对GR&R一无所知!
使用 QI Macros分析量具 R&R:
- 点击 QI Macros 菜单> DOE Gage R&R & Gage R&R。
- 进行量具R&R研究并在模板中输入测量值。
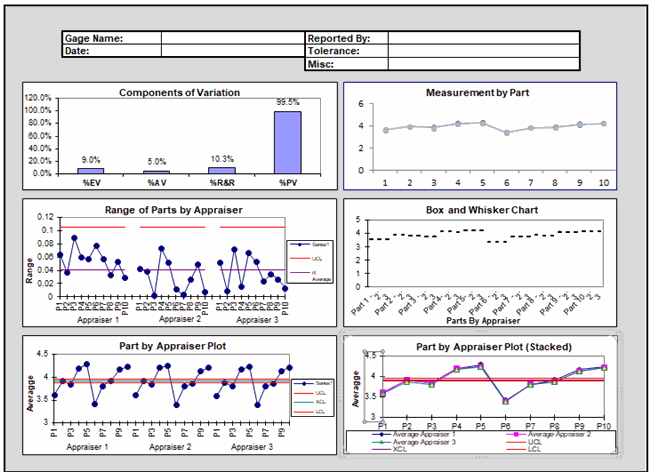
- 分析结果
当您进行量具R&R研究时,有三个因素在起作用:
您希望大部分变异发生在零件之间,而小于 10% 的变异是由测量系统(检验员和设备)引起的。有道理,不是吗?
如果检验员无法获得两次相同的测量值,或者两个检验员无法获得相同的测量值,则您的测量系统将成为误差的关键来源。
要进行量具R&R研究,您需要:
-
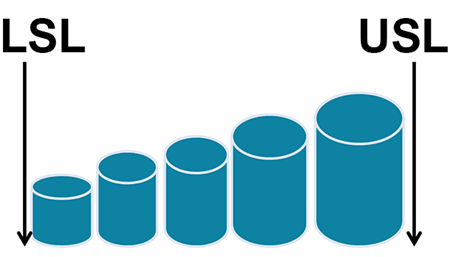
五到十个部件,跨越规格上限和规格下限之间的距离。
部件应表示过程变化的实际或预期范围。对研究的每个部分进行编号,但不要按任何顺序排列。经验法则:如果您测量到 0.0001,则零件范围应该是分辨率的 10 倍(例如,0.4995 到 0.5005)。
注意:如果您没有足够的零件变化,则无法获得良好的量具R&R。
-
两到三名检验员(测量零件的人员)
-
一个测量工具或量具
-
免费QI Macros 30天试用
要遵循的量具 R&R 步骤
- 按随机顺序对零件进行编号,而不是按大小顺序编号。

- 让每个检验员对每个零件进行两到三次测量。
- 将测量值输入QI Macros量具R&R模板或其他软件。
- 检查 QI Macros模板单元格 F52 中的不同类别数 (NDC) 计算。
- NDC 大于 5 吗?如果是,请继续。
- 如果 NDC 小于 5,则需要更多的零件变化。 您将需要重新开始并获得跨越规格公差的零件。
解释结果
您希望大部分变化发生在零件之间,而小于 10% 的变化是由测量系统(检验员和设备)引起的。
量具R&R系统的可接受性
- % R&R<10% - 量具系统 正常
(大多数变化是由零件引起的,而不是人或设备)
- % R&R<30% - 根据应用的重要性和量具或维修成本,可以接受
- % R&R>30% - 量具系统需要改进
(人员和设备导致超过三分之一的变化)
寻找什么
 |
 |
| 设备变化 - % EV(重复性) |
检验员变化 - % AV(再现性) |
如果重复性(设备变异)大于再现性(检验员变异),原因包括:
- 量具需要维护(量具可能会被腐蚀)
- 量具需要重新设计才能更准确地使用
- 零件或量具的夹紧,或测量的地方需要改进(想象一下在锥形轮廓的不同位置测量棒球棒;你会得到不同的结果)。
- 零件内部变化过多(想象一下一根钢棒的一端比另一端大。如果你每次测量不同的末端,你会得到差异很大的结果)。
|
如果再现性(检验员变异)大于重复性(设备变异),原因包括:
- 操作员需要接受更好的培训,掌握使用和读取量具的一致方法
- 量具校准不清楚
- 需要夹具来帮助操作员更一致地使用量具
QI Macros Gage R&R 模板绘制了检验员绩效的折线图,因此您可以轻松判断一个人是过度读取还是读取不足测量值。 |
数据示例
| 一个检验员 - 两个部分 |
第 1 部分 |
第 2 部分 |
| 无设备变化 |
0.65, 0.65 |
0.66, 0.66 |
| 设备变化 |
0.65, 0.67 |
0.67, 0.65 |
| 两个检验员 - 一个零件 |
检验员 1 |
检验员 2 |
| 无检验员变化 |
0.65, 0.65 |
0.65, 0.65 |
| 检验员变化 |
0.65, 0.65 |
0.66, 0.66 |
何时使用交互和不使用交互
如果您在检验员 x 第 < 部分(或您的 Alpha)中的 p 值为 0.05,请使用 如果
检验员 x 第 >部分 中的 p 值为 0.05(或您的 Alpha),请使用无交互
人们常犯的错误
许多人打电话给我们是因为他们不喜欢使用Gage R&R模板得到的答案。大多数时候,这是因为他们没有遵循进行研究的说明。以下是我看到的一些常见错误:
- 忘记了Gage R&R研究正在评估他们的测量系统,而不是他们的产品。Gage R&R不在乎你的产品有多好。它只关心你衡量你的产品的好坏。
- 仅使用一个零件。如果您只使用一个零件,则不会有任何零件变化,因此人员和设备是变化的唯一来源。
- 对所有 10 个零件使用一个零件测量(同样,不会有任何零件变化,因此这一切都取决于人员和设备)。
- 使用过多的试验(如果使用五个试验,则有更多的机会进行设备更改)。
- 使用过多的检验员(如果同时使用这三种检验员,则检验员变化的机会更多)。
- 使用虚假数据。尝试使用 QI Macros在计算机上加载的 AIAG SPC 数据 C:\Program Files\QIMacros\TestData。
- 使用测量过于详细的量具。如果您的零件是 74mm +/- 0.05,那么您不需要测量到万分之一英寸 (0.0001) 的量具,您只需要一个测量到百分之一英寸 (0.01) 的量具。
“使用太大的测量增量会丢弃有用的信息。使用太小的测量增量会增加测量的噪声。
- 唐纳德・惠勒
您将面临的挑战
一位客户面临着一个不同寻常的挑战:他们生产的零件非常精确,即使测量到1/10,000英寸,零件变化也很小或没有。他们现有的量具不再检测到零件之间的任何变化。
随着工艺的改进和产品接近理想的目标测量,零件变化将减少,设备或人员更有可能成为变化的主要来源。随着产品和工艺的改进,您的测量系统也需要改进。
结论
您的目标是最大限度地减少测量引入的变异和误差量,以便您可以专注于零件变异。当然,这会引导您回到变化的其他根本原因:过程、机器和材料。
如果您制造任何东西,测量系统分析可以帮助您提高产品质量,从大客户那里获得更多业务,并使您的竞争对手感到困惑。
Gage R&R 是 QI Macros 加载项 Excel 中包含的众多工具之一。
QI Macros在 Excel 菜单中添加了一个新选项卡,可以轻松找到所需的任何工具。如果找不到工具,请使用 QI Macros菜单最右侧的查找工具功能。
选择QI Macros的更多理由
QI Macros for Excel 单机版 |
|
下载版1个,邮件发货,发货周期大约3-5个工作日。
- 单机版-每电脑需要一个许可;
- 永久授权;
- 没有年度费用;
- 免费技术支持;
兼容Excel 2013-2021/Office 365 (PC) | 2019-2021/Office 365 (Mac) |
|
| 淘宝订购 |
|
在线留言
尊敬的客户朋友,如您有任何意见建议,请通过下表反馈给我们,我们会尽快与您联系。
|